
EV510變頻器在卷染機上的應用
█ 簡要說明
在卷染機控制中,采用專用張力控制器加雙變頻調速器,具有配置簡潔、控制效果優良、系統成本下降等特點。本文將詳細介紹,歐陸電氣有限公司自主研制的新一代EV510高性能矢量變頻器在SW1500卷染機上的應用情況。
█ 卷染機工藝要求
目前,在紡織品加工市場中,布匹染色是重要的一道工序。卷染機主要實現對成品坯布進行漂白、上色、整壓磨面等相關紡織品加工工藝的完成。卷染機控制方面要求具備自動計數(上布道數)、自動掉頭(來回多次漂白或染色)、自動停車(急停且穩定,不能有布匹松弛或下垂)等功能。在整個加工工藝過程中,要求保持布匹的拉伸張力和線速度恒定,因此對整個機械傳動系統的自控控制水平要求較高。本文以一個工程實例來說明,EV510系列精確完成卷染機的工藝控制要求,從另一個角度,闡述了在卷染機中采用異步電機控制的可行解決方案。
█ 卷染機的控制
SW1500卷染機機械控制示意圖如下:
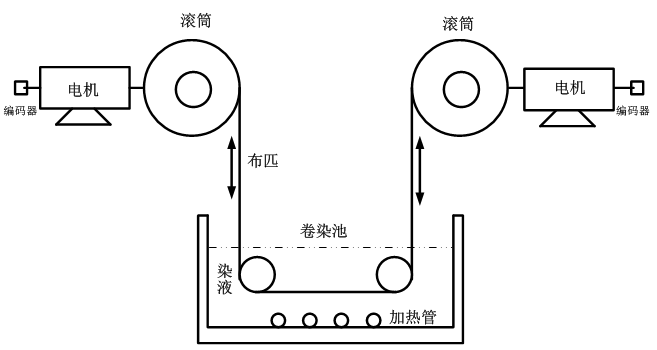
卷染機機械控制示意圖
該卷染機使用的是兩臺18.5KW電機,經過減速器拖動滾筒進行布匹的染色。卷染機工作時,是一個中心軸卷曲控制系統。成品坯布首先通過上布電機勻速卷到其中的一個滾筒上,滾筒的傳動軸上安裝有計數用的接近開關(即滾筒每旋轉一卷,接近開關產生一個脈沖),此時卷染機專用張力控制器計下一整匹坯布的道數。上卷完畢后,采用人工的方式把布匹的一頭,穿過染池、連動軸,卷到另外一個滾筒上面并纏緊,開動卷染機,便可進行坯布的染色。此時兩個滾筒朝著同一個方向運轉,控制的要求是始終要保持坯布上的拉伸張力恒定,并且坯布經過染液的時間一致,也就是線速度要保持恒定。這是一個沒有線速度反饋,同樣,也沒有張力反饋的驅動控制系統,因此,控制系統需要適當調整放卷變頻器的輸出頻率以及收卷變頻器的輸出轉矩來達到該種獨特的要求。
卷染機電氣控制示意圖如下:
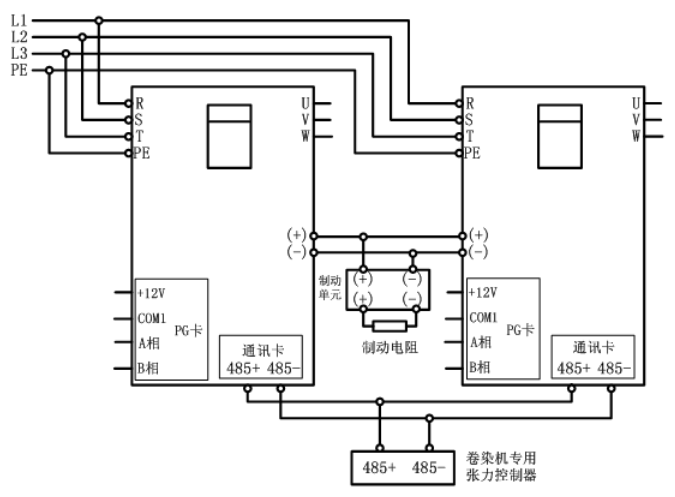
該卷染機以卷染機專用張力控制器作為主控制器,采用觸摸屏作為人機界面,它主要完成的是布匹張力、運行線速度、布匹厚度、來回卷染次數的設定,放卷電機的運行頻率、收卷電機輸出轉矩的計算,自動調頭、自動停車等相關邏輯動作的控制。變頻器和控制器之間采用485通訊(Modbus RTU通訊協議)。由控制示意圖可見:兩臺完全一樣的變頻器(18.5kw),它們均工作于有PG矢量控制模式下。上布時刻,卷染機專用張力控制器記錄下卷在滾筒上面的布匹圈數,然后由操作工測量該布匹的厚度,把這個值輸入到控制器,控制器將根據坯布的厚度和布匹的圈數,可以精確計算出滾筒的直徑。采用這種厚度積分法可以輕松獲得時實轉動半徑,且誤差較小。控制器通過實轉動半徑,用戶設定的張力、線速度,準確計算出相應的轉矩(收卷電機)和匹配頻率(放卷電機),通過串行485通訊,傳輸給EV510變頻器作為控制收、放卷電機的基本參數。從而保證了恒線速度與恒張力的控制,其中,恒張力控制是利用矢量變頻器的轉矩控制來實現的。
該卷染機以卷染機專用張力控制器作為主控制器,采用觸摸屏作為人機界面,它主要完成的是布匹張力、運行線速度、布匹厚度、來回卷染次數的設定,放卷電機的運行頻率、收卷電機輸出轉矩的計算,自動調頭、自動停車等相關邏輯動作的控制。變頻器和控制器之間采用485通訊(Modbus RTU通訊協議)。由控制示意圖可見:兩臺完全一樣的變頻器(18.5kw),它們均工作于有PG矢量控制模式下。上布時刻,卷染機專用張力控制器記錄下卷在滾筒上面的布匹圈數,然后由操作工測量該布匹的厚度,把這個值輸入到控制器,控制器將根據坯布的厚度和布匹的圈數,可以精確計算出滾筒的直徑。采用這種厚度積分法可以輕松獲得時實轉動半徑,且誤差較小。控制器通過實轉動半徑,用戶設定的張力、線速度,準確計算出相應的轉矩(收卷電機)和匹配頻率(放卷電機),通過串行485通訊,傳輸給EV510變頻器作為控制收、放卷電機的基本參數。從而保證了恒線速度與恒張力的控制,其中,恒張力控制是利用矢量變頻器的轉矩控制來實現的。
█ 變頻器主要參數的設置
卷染機中兩臺變頻器因要實現完全相同之功能,只是所處時間不同而已。變頻器主要參數設置如下:
P0-01 1: 有PG矢量控制
P0-02 2: 通訊指令通道
P0-03 9: 遠程通訊設定
P0-17 0.5 加速時間
P0-18 0.5 減速時間
P6-12 0.6 停機制動等待時間
P6-13 80.0 停機直流制動電流
P6-14 5.0 停機直流制動時間
A2-27 1024 編碼器線數(每轉脈沖數)
Pd-02 兩臺變頻器分別設置為1或者2
Pd-00 4 19200BPS
Pd-01 2 奇校驗
Pd-03 5 通訊應答延時
█ 總結
采用EV510高性能矢量變頻器控制卷染機,相對于直流調速系統,達到了很高的性價比,為卷染行業產品升級換代提供了優秀解決方案。
█ 參考文獻
《SW1500卷染機使用說明書》
《EV510系列矢量變頻器說明書》
